hami@yuanjdfitting.com

Арматура стальных труб включает, в частности, фланцы, локти, футболки, локти, колпаки, соединительные муфты, заглушки, арматуру и клапаны.
Ниже мы подробно опишем основные фитинги труб
Классификация локтей
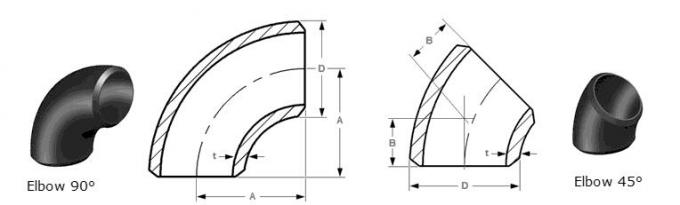
В трубопроводных системах локти — это трубы, которые меняют направление трубопровода. В соответствии с углом, есть некоторые из наиболее часто используемых 45° elbows, 90° elbows и 180° elbows, и другие ненормальные угол локтей, такие как 60° elbows в соответствии с техническими потребностями. Локтевыми материалами являются чугун, нержавеющая сталь, легированная сталь, мягкий чугун, углеродистая сталь, цветные металлы и пластмассы.
В соответствии с методами трубного соединения имеются: прямое сварочное фланцевое соединение, горячее плавильное соединение, электрофокальное соединение, резьбовое соединение, сокетное соединение и др.
В зависимости от производственного процесса, его можно разделить на: сварочный локоть, штампованный локоть, толкаемый локоть, литейный локоть, приставной локоть и т.д.
Локоть является широко используемой соединительной арматурой трубы, используемой для соединения изгиба трубы, и используется для изменения направления трубы.
Другие категории могут быть разделены на: 90° elbow, right angle bend, love and bend, штамповочный локоть, штампованный локоть, механический локоть, сварочный локоть и т.д.
Назначение: подключение двух труб с одним и тем же или разным номинальным диаметром, так что провода могут быть вращены при 90, 45, 180 и различных градусах.
Диаметр изгиба не более чем в 1,5 раза превышает диаметр трубы и более чем в 1,5 раза превышает диаметр трубы.
Широко используемая соединительная труба при монтаже трубопровода, соединяющая две трубы с одним и тем же или различным номинальным диаметром, чтобы сделать изгиб трубы под определенным углом, и номинальное давление 1- 1,6 мпа.
Процесс установки трубы локтем
Бесшовный локоть трубы: локоть-это тип трубы, используемый на повороте трубопровода. Среди всех фитингов труб, используемых в трубопроводной системе, наибольшая доля — около 80%. Как правило, для установки труб из различных материалов или толщины стенок выбираются различные процессы формования. Широко используемые на производственных предприятиях процессы формования локтей для установки бесшовных труб включают в себя горячее толкание, штамповку и экструзию.
Горячая формовка
Процесс формования локтевого рукава для установки горячей трубки состоит в использовании специального механизма формования локтя, стержневой формы и нагревательного устройства, с тем чтобы чистые рукава, выпущенные на плесень, двигались вперед под давлением толкающего механизма и нагревались, расширялись и изгибались во время движения. В процессе. Деформация, характерная для прижимного локтя трубы горячего давления, заключается в определении диаметра глухого трубы в соответствии с законом постоянного объема до и после пластической деформации металлического материала. Диаметр незаполненной трубки меньше диаметра прилегающего к трубе локтя, и процесс деформации незаполненной трубки регулируется стержневой плесенью, так что внутренняя дуга сжата, поток металла компенсируется на другие части, тонкие из-за увеличения диаметра, что обеспечивает однородную толщину стенки.
Процесс формования локтевого рукава арматуры горячей толщины имеет характеристики красивого внешнего вида, однородной толщины стенок и непрерывной работы и подходит для массового производства. Таким образом, он стал основным методом формования локтей из углеродистой и легированной стали, а также применяется к некоторым спецификациям локтей из нержавеющей стали. Все в порядке.

Методы нагрева процесса формования включают в себя среднечастотное или высокочастотное индукционное отопление (кольцо нагрева может быть многоповоротным или одноповоротным), пламенное отопление и отопительное отопление печи. Используемый метод нагрева зависит от требований к сформированному продукту и энергетической ситуации.
Штамп на упаковке
Штамповка трубной арматуры является первым процессом формования, используемым при массовом производстве бесшовных локтей. Она была заменена горячим давлением или другими процессами формования при производстве широко используемых локтей, но в некоторых спецификациях локтей из-за количества производства толщина стенок слишком толстая или слишком тонкая.
Продукт по-прежнему используется при наличии особых требований. Штамповка и формирование локтя производятся с помощью трубки, имеющей такой же наружный диаметр, как и локтя, который непосредственно прижимается пресс к плесени.
Перед нанесением удара пустота в трубке помещается на нижнюю плесень, внутреннее ядро и конечная плесень загружаются в пустоту в трубке, верхняя плесень перемещается вниз, чтобы начать давить, а локоть формируется путем удержания внешней плесени и опоры внутренней плесени.
По сравнению с процессом горячего толчка, качество штамповки формовки не так хорошо, как первое; Наружная дуга штампованного локтя во время формования находится в растянутом состоянии, и в других частях нет избыточного металла, который можно было бы компенсировать, поэтому толщина стенок наружной дуги уменьшается примерно на 10%. Однако из-за своей пригодности для производства единичных изделий и низкой стоимости штамповка локтей используется главным образом при производстве небольших партий и толстостенных локтей.
Есть два типа штамповки локтей: холодная штамповка и горячая штамповка. Холодные штампы или горячие штампы обычно выбираются в зависимости от свойств материала и возможностей оборудования.
Процесс формирования холодного экструзионного локтя состоит в использовании специального механизма для формования локтя, с помощью которого трубка оказывается пустой во внешней плесени. После того, как верхняя и нижняя формы закрыты, под давлением толкателя, труба пуста следует за зарезервированным движение зазора завершает процесс формирования.
Локоть, изготовленный в процессе холодной экструзии внутренних и внешних форм, имеет красивый внешний вид, однородную толщину стенок и небольшое отклонение размеров. Поэтому этот процесс часто используется для формирования локтей из нержавеющей стали, особенно тонкостенных локтей из нержавеющей стали. Внутренние и внешние формы, используемые в этом процессе, требуют высокой точности; Требования в отношении отклонения толщины стенок пустых труб также являются строгими.
Сварка пластины
Используйте среднюю пластину, чтобы сделать половину локтевой части с пресс, а затем сварки двух секций вместе. Этот процесс обычно используется для получения локтей выше DN700.
Другие методы формирования
В дополнение к вышеупомянутым трем широко используемым процессам формования, бесшовная формовка локтя также принимает процесс формования, в котором пустота трубки экструдируется на внешнюю меркушку, а затем пустота трубки проходит через шар. Однако этот процесс является относительно сложным, трудным в эксплуатации, и качество формирования не так хорошо, как предыдущий процесс, поэтому он редко используется
Разбивка по материалам
Углеродистая сталь: ASTM/ASME A234 WPB, WPC
Сплав: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 5-WP 91-WP911, 15Mo3 15CrMoV, 35CrMoV
Нержавеющая сталь: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316- 316l - 316h - 316n - 316ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Низкотемпературная сталь: ASTM/ASME A402 WPL3-WPL 6
Высокопроизводительная сталь: ASTM/ASME A860 WPHY 42-46-52-60-65-70
Литая сталь, легированная сталь, нержавеющая сталь, медь, алюминиевый сплав, пластик, аргон выщелачивания, ПВХ, PPR, RFPP (армированный полипропилен) и т.д.
В соответствии с производственным методом, он может быть разделен на толкание, прессование, ковка, литье и т.д.
В соответствии с производственным стандартом, он может быть разделен на национальный стандарт, электрический стандарт, судовой стандарт, химический стандарт, водный стандарт, американский стандарт, немецкий стандарт, японский стандарт, русский стандарт и т.д.
В зависимости от радиуса кривизны: его можно разделить на длинный радиус локтя и короткий радиус локтя. Длинный радиус локтя относится к наружному диаметру трубы, радиус кривизны которой равен 1,5 раза, а именно R= 1,5d; Под локтем короткого радиуса подразумевается радиус кривизны, равный наружному диаметру трубы, а именно R= 1,0d. (D-диаметр локтя, R-радиус кривизны).
В зависимости от уровня давления: существует около 17 типов, которые соответствуют американским стандартам труб, в Том числе: Sch5s, Sch10s, Sch10, Sch20, Sch30, Sch40s, STD, Sch40, Sch60, Sch80s, XS; Sch80, SCH100, Sch120, Sch140, Sch160, XXS; Наиболее часто используются ЗППП и XS.
В зависимости от формы и применения, его можно разделить на: локоть канава, локоть феррула, двойной носовой локоть, фланцевый локоть, редуктор, локоть сиденья, внутренний и внешний зубовой локоть, штампованный локоть, локоть толкающей системы, локоть сокета, локоть сварки ягодиц, локоть внутренней проволоки и т.д.
Основная классификация фитингов труб

Фитинговая тройка также называется трубная или трубная тройка, трубный шарнир и т.д. В основном используется для изменения направления жидкости, используемой на трубе филиала магистрального трубопровода. Его можно классифицировать по диаметру трубы. Как правило, он состоит из углеродистой стали, литой стали, легированной стали, нержавеющей стали, меди, алюминиевого сплава, пластика, выщелачивания германий, ПВХ и других материалов.
Классификация по диаметру трубы
1. Фитинговая труба равного диаметра: главная труба, филиал, фитинговая труба равного диаметра
2. Уплотняющий шланг: шланг, диаметр ответвительной трубы которого меньше диаметра основной трубы
Классифицирован по форме стыковки
1. Сварная арматура для крепления труб: сварная арматура для крепления труб, которая соединена с соединительной арматурой.
2. Запатентованное трехстороннее соединение: трехстороннее соединение, которое сваривается или сваривается после того, как в трубу вводится трехстороннее соединение.
3. Крепежный шарнир: это тип шарнирного шарнира с карточным рукавом, который крепится после установки.
4. Резьбовая фитинги ти: фитинги ти, соединенные резьбой и фитингами трубы.

Классификация по материалам
Он может быть разделен на фитинги труб из углеродистой стали, медные фитинги, ПВХ фитинги, нержавеющая сталь, фитинги из душильного железа и т.д.
Классификация по типу категории
1. Трубный фитинг: это трубный фитинг трубного филиала и вертикальный магистральный трубопровод.
2. Конвейеры под косым углом: конвейеры под определенным углом между филиалом и контролером.
T- образное крепление трубы ти-это своего рода фитинги и соединения трубы, также известные как t-образные фитинги или фитинги трубы. T- образный тети, который используется в основном для магистральных и отраслевых труб, является очень важным трубопроводом.
Разбивка по процессам
1. Гидравлическая переплавка
2. Формирование горячего пресса
Трубопроводная трубопроводная трубопроводная труба — это традиционная соединительная арматура, которая может обеспечить три ветви для изменения направления жидкости в промышленной трубопроводной системе. Разнообразные функции делают его более распространенным в трубной арматуре. Существуют два вида, которые равны (прямой) и сокращают (редуктор).
В зависимости от формы, есть два типа.
* равный получатель
· сокращение ти
В зависимости от соединения, есть три типа.
· приставной сварный штифт
· сварный штифт разъема
· резьбовый ти
В зависимости от класса материала, есть шесть типов.
· трубы из углеродистой стали тети
· медный никель ти
· сталь из сплава
• никелевый сплав Tee
• нержавеющая сталь
· дуплексный стальной ти
Ти для сокращения выбросов углеродистой стали
ASTM A105, A694 F52, F60, F65, F70, ASTM A350 LF2, LF3
ASTM A234 WPB, A860 WPHY42, 52, 60, 65, 70 A420 WPL3,WPL6, WPL9
ASTM A234 WP1, WP5, WP9, WP11, WP12, WP22, WP91
ASTM A182 F1, F5, F9, F11, F12, F22, F91
Труба из нержавеющей стали
ASTM A403 WP304/304L/304H, WP316/316L, WP310, WP317, WP321, WP309
ASTM A182 F304/304L/304H, F316/316L, F310, F317, F321, F309
Дуплексный стальной ти
ASTM A182 F51, F53, F55, S 31803, S 32205, S 32550, S 32750, S 32760
ASTM B151 UNS C70600 / C70610 / C70620
Никелевый сплав подделал фитинги
ASTM/ASME SB 336, ASTM/ASME SB 564/160/163/472, UNS 2200 (никель 200), UNS 2201 (никель 201), UNS 4400 (монель 400), UNS 8020 (сплав 20/20 CB 3), UNS 8825 INCONEL (825), UNS 6600 (INCONEL 600), UNS 6601 (INCONEL 601), UNS 6625 (INCONEL 625), UNS 10276 (HASTELLOY C 276)
Производственный процесс установки редуктора труб

Уменьшающее формование приставного редуктора трубы заключается в Том, чтобы поместить в формовку пустую трубу диаметром большего конца приставного редуктора трубы, а затем нажать в направлении пустого отверстия трубы, чтобы перемещать металл по полости и уменьшать форму. Из-за различных размеров диаметров малых и малых голов, усадка литья также может быть разделена на Один
Производственный процесс уменьшающей трубы: уменьшающая труба обычно принимает процесс формования уменьшающего диаметра плюс увеличивающийся диаметр, увеличивающийся диаметр или уменьшающий диаметр, а также может быть сформирована путем штамповки. Процесс штамповки предназначен в основном для уменьшения труб со специальными спецификациями. Форма штампа, используемого для штамповки, может быть сконструирована с учетом размера внутренней поверхности режущего патрубка, а бланшированная стальная пластина штампована и растянута штампом.

Процесс расширения диаметра прибора предназначен, главным образом, для решения проблемы, заключающейся в Том, что уменьшенный диаметр прибора слишком велик и его трудно образуть путем уменьшения диаметра. Пустое отверстие трубки, меньше большого конечного диаметра прибора для монтажа трубки, используется для расширения диаметра вдоль внутреннего диаметра трубы пустое отверстие с внутренней мертвой поверхностью.
Уменьшающее формование прибора трубки состоит в Том, чтобы поместить в формовку отверстие трубки меньшего диаметра по сравнению с большим концом прибора трубки, а затем нажать в направлении отверстия трубки, чтобы перемещать металл по полости плетени и уменьшать его форму. Из-за различных размеров уменьшенного диаметра малых и малых головки, усадка литья также может быть разделена на однократное или многократное литье сжатия.
Иногда в зависимости от материала и формы изделия комбинируется метод расширения и уменьшения диаметра. В процессе уменьшения или расширения деформации холодное или горячее прессование определяется в соответствии с различными материалами и изменениями диаметра. Используется холодное прессование. Однако для тяжелых работ по уплотнению, вызванных уменьшением диаметра, более толстыми стенками или материалами из легированной стали, необходимо использовать горячее прессование, чтобы сделать редуктор для монтажа трубы.
Колпачки труб
Колпаки труб, также известные как головки, заглушки, переборки, представляют собой тип фитингов труб, сварных на конце трубы или установленных на внешней нити конца трубы, чтобы покрыть трубы. Используется для закрытия трубопровода, функция такая же, как и трубопроводная пробка.
В промышленности трубы используются для транспортировки. Жидкости, жидкости, газы и другие продукты, как правило, передаются через трубы в промышленности. Промышленные трубы сильно подвержены воздействию пыли, мусора и повреждений, поэтому для защиты труб и их концов широко используются трубчатые колпаки. Колпачки для труб — это фитинги, которые помогают поддерживать чистоту внутренней части трубы, останавливая при этом пыль или обломки для входа в трубу. Установка такого оборудования цоколя на трубопроводах обеспечивает безопасность материалов, передаваемых через трубопроводы. С другой стороны, эти крышки труб обеспечивают безопасное прокладочное покрытие, которое предотвращает любые трещины, чипсы и расщепления произойти на трубе.
Типы крышек труб
Классифицируется по материалу: колпаки труб из углеродистой стали, колпаки труб из нержавеющей стали, колпачки труб из сплава и т.д.
Классифицируется по методу соединения: запорные колпаки труб, сварные колпаки труб, резьбовые колпаки труб и т.д.
Классификация по форме: круглая труба, шестигранная труба, квадратная труба и т.д.
Применение крышки трубы
Крышки труб выступают в качестве защитного устройства и предназначены для защиты кончиков труб различной формы. Основная цель использования трубчатых колпаков — водонепроницаемость соединений. Они также используются для закрытия концов гидравлических или пневматических труб и трубок. Они используются в водопроводном оборудовании бытовых, коммерческих и промышленных водопроводов, машин и перерабатывающего оборудования и т.д. Они также устанавливаются на трубопроводах водяных насосов с единственной целью удаления воздушных блоков. Трубные колпаки очень востребованы как важная категория трубной арматуры. Если для обеспечения будущей точки соединения используется сварочный колпачок растворителя, то перед колпаком необходимо оставить несколько дюймов трубы; Когда крышка отсечена для будущего соединения, должно остаться достаточно трубы, чтобы на ней можно было приклеить новый привод.
Основное различие между колпаками из нержавеющей стали и колпаками из углеродистой стали является разница в материале. Химический состав, содержащийся в крышках из нержавеющей стали, будет удерживать поверхность крышки от ржавчины и коррозии в течение длительного времени.
Типы крышек из нержавеющей стали
В соответствии с производственным стандартом, он может быть разделен на американские стандартные шапки, немецкие стандартные шапки, японские стандартные шапки, российские стандартные шапки и т.д.
В зависимости от режима соединения, он разделен на застежки из нержавеющей стали, сварные колпаки из нержавеющей стали и резьбовые колпаки из нержавеющей стали и т.д.
В соответствии с формой, он состоит из круглых труб из нержавеющей стали, шестиугольных труб из нержавеющей стали, квадратных труб из нержавеющей стали и т.д.

Резьбовые крышки труб закрывают резьбовый конец труб. Резьбовая крышка трубы выступает в качестве защитного устройства и предназначена для защиты кончиков трубы различной формы. Основной целью использования резьбовых колпачков труб является водонепроницаемость соединений. Они также используются для закрытия концов гидравлических или пневматических труб.
Современные резьбовые крышки труб являются отличным выбором для устранения давления воздуха в трубе. Это стандартные фитинги труб, которые плотно подходят к трубам и могут быть выбраны в соответствии с самыми выбранными размерами резьбы.
Резьбовая крышка из нержавеющей стали изготовлена из высококачественной нержавеющей стали 304/304L/316/316L и имеет внутренние резьбовые крышки.
А крышка трубы с резьбой из нержавеющей стали покрывает конец трубы, останавливая поток жидкостей и защитную резьбу трубы. Эти колпачки из нержавеющей стали часто используются для направления потока к определенному концу в многоконечной арматуре.
фланец Hebei Yuan Jida Group является профессиональным производителем фланцев с 15-летним опытом.
Связаться с нами:
Электронная почта: hami@yuanjdfitting.com
Тел/wechat/whatsapp/скайп: 0086 18731225866
Типы фланцев: глухой фланец, фланец с лужей, накидной фланец, фланец трубы, фитинги для труб, а также могут быть трубы, дроссельная заслонка, задвижка, шаровой кран ..... свяжитесь с нами: 0086 18731225866 Мы являемся поставщиками фланцев. нажмите ниже:
[ read more ]

![]()
![]()
![]()
![]()
